플랜트 압력용기를 제작할 때 가장 많이 적용하는 규격이 ASME Code일 것입니다.
오늘은 ASME Code에서 규정하는 P Number는 무엇이고, 왜 이런 게 있는지 알아볼 것입니다.
P Number를 약자로 P-No. 라 하는데 각각 금속의 재질에 따라 번호를 매겨놓은 것으로 금속에 첨가된 화학성분 기준으로 나눠 놓았습니다.
ASME IX Table QW/QB-422를 보시면 P-No. 라 하여 숫자로 구분해 놓은걸 확인하실 수 있습니다.
추가적으로 Group No.도 있는데, 이는 재질의 인장강도(Tensile Strength)에 따라 구분하여 놓은 것입니다.
예시)
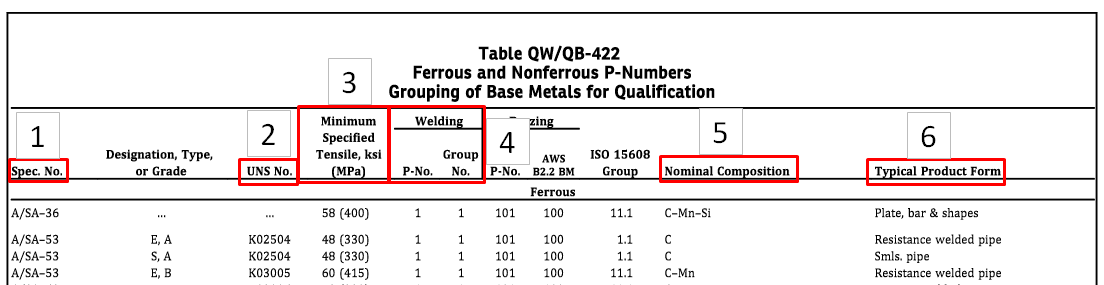
위의 Table을 간략하게 설명해 보겠습니다.
1. Spec No.라 하여 자재의 이름을 말하는 것입니다. 사람이 태어나면 이름을 지어주듯이 금속도 생산하면 그에 맞는 이름을 지어주는 것이지요.
2. UNS No.라 하여 금속 고유 식별번호인데 슈퍼 듀플렉스, Non-Ferrous(비 철금 속)을 판별할 때 사용하곤 하지요.
3. 해당자재가 가지고 있어야 할 최소의 인장값 입니다.
4. P-No. 은 금속의 화학성분 값에 따라 번호를 매겨놓은 것입니다. P-No. 1은 Carbon Steel / 철 금속에 C 0.02~2.1%가 함유된 강종을 말하며 탄소강이라고도 합니다. P-4번은 Low alloy 강종으로 1.25Cr-0.5Mo, P-5A도 Low alloy 강종으로 2.25Cr-1.0Mo ..... P-8번은 내부식성을 위해 만들어진 스테인레스강(8%Ni, 18%Cr) 이런식으로 강의 재질과 화학성분에 따라 번호로 구분해 놓은거죠.
Group No. 는 인장강도(Tensile Strength)에 따라 낮은 것은 Group No.1, 높은 것은 Group No.2, 더 높은 것은 Group No.3 이렇게 구분합니다.
5. 금속에 들어간 대표적인 화학성분을 보여주는 거지요.
6. 자재의 형태를 말해주는 겁니다. Forging, Plate, Tube, Pipe 등 생산방법 및 생김새에 따라 달라지는 것이지요.
그럼 왜 이렇게 번호로 구분을 해 놓은 것이냐???
P-No. 만으로도 자재의 특성을 바로 파악할 수 있게 하기 위함도 있지만, 그보다 가장 큰 이유는 PQ Test건수를 줄이기 위함입니다. 이게 무슨 말이냐???
먼저 PQ Test란 용접조건에 대한 품질을 보증하기 위해 수행되는 시험입니다. 용접 조건에 따라서 용접부의 품질은 천차만별로 달라지기 때문에 용접조건이 엄청 엄청나게 중요합니다. 그래서 PQ Test당시 설정된 용접조건을 기준으로 하여 용접을 진행하고 용접된 시편을 가공하여 기계적 시험을 진행한 다음 기준값에 합격하면 그 조건을 기록해둔 기록지(이게 바로 PQR이죠)를 바탕으로 WPS를 작성하는 겁니다. 하지만 1가지의 조건으로는 실제 현장에 적용할 수 없기 때문에 일정한 범위가 필요하며, 이 범위를 설정하는 기준이 ASME Code에 언급되어 있습니다. ASEM Code에서 물성치에 영향을 미치지 않는 범위 내에서 용접조건의 범위(Range)를 가질 수 있도록 제한 하는거죠.
다시 본론으로 돌아와서. PQ Test는 제작에 사용되는 자재에 대하여 미리 시험을 해야 하는데, 한 기기에 사용되는 자재에는 정말 금속의 이름(Spec No.)이 다양하게 많고 제조 공정법, 생김새, 열처리 방법, 화학성분 함량 등에 따라 이름(Spec No.)이 달라지기 때문에 PQ Test를 진행한다면 Test수량이 천부적으로 늘어나게 됩니다.
이것을 방지하여 Test수량을 줄이기 위해 P-No.로 구분해 놓은 것입니다.
그럼 비록 이름(Spec No.)이 다르더라도 P-No. 가 동일하다면 같은 재질로 취급하여 1건만 수행하면 되는 것입니다.
강의 이름이 SA-283 C, SA516-60, SA350-LF.1.... 등 이렇게 많아도 모두 P-No.1번이니 저것들 중 아무거나 하나로 1건만 수행하면 그 자료를 바탕으로 P-1에 대한 WPS를 작성할 수 있고, 이 작성된 WPS를 활용하여 동일한 P-1의 자재를 용접할 수 있는 겁니다.
여기서 하나 더 만약에 해당 기기에 Impact(충격시험)가 요구된다면, Group(재질이 동일한 자재라 하더라고 인장 값에 따라 달라지는 번호) No. 를 고려해 줘야 하는데요, P-No. 가 같더라고 Group-No. 가 다르다면 PQ Test를 진행해 줘야 합니다. 그래서 보통 편법으로 P-1&G-1인 자재와 P-1&G-2인 자재로 용접하여 PQ Test를 진행하면 P-1에 Group No. 1&2둘다 사용할 수 있는 WPS를 만들 수 있는 거죠.
여기서 충격시험 진행할 때 주의해야 할 사항이 있는데 HAZ부의 충격시험을 Group No.1과 Group No.2 양쪽에서 시편을 채취해서 시험을 진행해야 하는 거 알아 두시고요. 충격시험은 내용이 기니 다음에 다뤄보도록 할게요.
지금까지 소중한 시간을 내서 여기까지 읽어주셔서 고맙습니다.
'Welding > ASME Code' 카테고리의 다른 글
| [ASME] ASME VIII Div.1 UCS-66 충격시험. (10) | 2020.02.27 |
|---|---|
| [ASME] ASME II Part.C_2nd 코드보는 방법. (0) | 2020.02.21 |
| [ASME] ASME II Part.C_1st 코드 보는 방법 & MPS 작성. (0) | 2020.02.20 |
| [용접자재_1st] 자재에 따른 용접자재 선택 방법. (0) | 2020.02.18 |
| [ASME] ASME IX 코드 보는 방법. (4) | 2020.02.11 |



