WPS란 용접을 하기 위해 필요한 정보를 나타내는 문서로 플랜트 제작산업에서 용접을 진행할 때 반드시 필요한 문서입니다.
오늘은 WPS 보는 방법에 대하여 설명해 보겠습니다.
많은 양의 정보를 담고 있어서 오늘은 WPS상단에 있는 내용에 대하여 다뤄 보겠습니다.
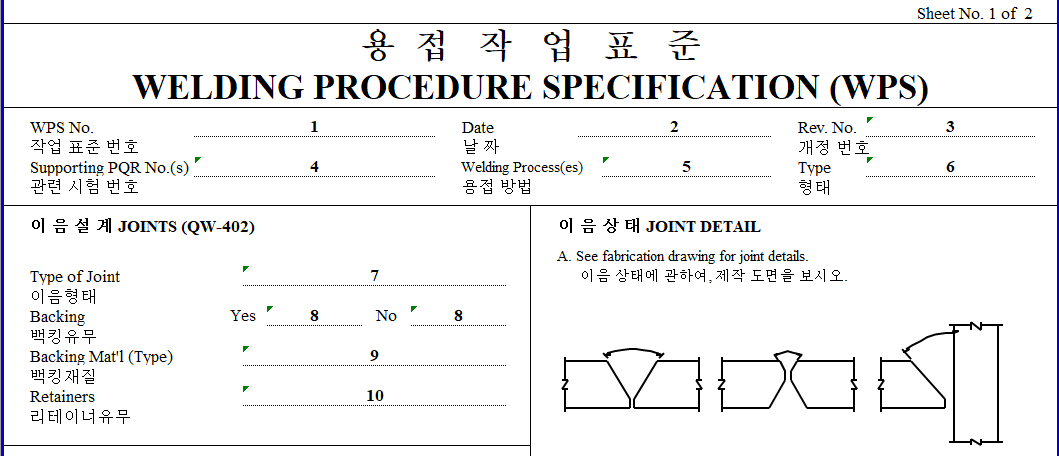
위에는 WPS상단을 Capture 한 것이고, 이 WPS는 ASME IX 코드에 따라 GTAW+SMAW WPS를 작성한 한 부분입니다.
WPS는 Welding Process별로 양식이 조금씩 다름을 인지 하시고요. Process별로 양식이 다른 이유는 Process별로 Technic 또는 용접부 보호 방법(가스 또는 Flux 혹은 둘 다) 등 특징이 각각 다르기 때문이지요. 이 때문에 ASME IX Table QW-252~267을 보면 각각 항목이 대체적으로 비슷하지만 조금씩 다르다는 걸 알 수 있어요.
위에 있는 번호별로 설명 들어갑니다.
- 말 그대로 WPS번호입니다. 보통 WPS 번호만 보고도 바로 어떤 WPS인지 알 수 있게 사내에서 서로 약속하여 WPS번호를 생성합니다. 예를 들면 해당 WPS가 P-No.1번에 Welding Process가 GTAW라 한다면 W1-GTAW-XXXX 이런 식으로 요. 그럼 WPS제목만 보고도 대략 어떤 정보를 가지고 있겠구나 알 수 있겠죠? 이게 나중에 WPS 찾을 때 아주 유용합니다.
- 다음은 날짜, 작성할 때 날짜 기입하시면 됩니다.
- Revision번호로 처음 작성할 때 0으로 시작해서 수정사항이 있거나 발주처 Spec에 맞게 작성하려면 Revision을 Up 해주고 수정해 주시면 됩니다. 0 다음은 1이 되겠죠? 0,1,2,3... 이런 식으로 올려주면 됩니다.
- PQR번호를 기입해 주는 란인데 PQR은 WPS의 기본 바탕이 되는 자료로 후에 더 자세히 알아보도록 하겠습니다.
- 용접방법 Welding Process를 의미하며, 이 WPS는 GTAW+SMAW라고 했으니 GTAW+SMAW라 적으면 됩니다.
- 형태라는 것은 용접 Process가 어떤 종류(?) 그러니깐 수동, 반자동 또는 자동인지를 나타내는 것입니다. GTAW와 SMAW는 모두 수동이니 영어로 Manual로 적으면 됩니다. 참고로 반자동은 Semi-Auto 이고 자동은 Machine이라 적어주시면 됩니다. FCAW가 Semi-Auto고, SAW와 같은 Process가 machine이에요.
- 이음 형태를 나타내는 것인데 이 WPS를 Groove와 Fillet모두 적용할 것이기에 Groove & Fillet 이렇게 같이 적어주면 되겠죠?
- Backing의 유무를 나타내는 것입니다. 먼저 Backing이라 하면 철판끼리 맞닿는 면에 용접을 하면 금속이 녹으면서 밑으로 흘러 떨어지겠죠? 이때 금속물이 밑으로 떨어지지 않게 받쳐주는 역할을 합니다. 따라서 다른 금속을 밑부분에 대 주는 것도 Backing이라 하지만, Root부에 용접하여 생긴 초층이나, 모재가 Backing이 될 수도 있습니다. 그래서 1st Tig Type의 용접이나, Fillet 용접의 경우 모재나 용접 물 자체가 Backing이 될 수 있는 겁니다.
- Backing이 어떤 재질의 Backing을 사용했는지 기입해 주는 거예요.
- Retainer는 역할을 Backing과 동일하지만 다른 점은 용접 후 제거해 준다는 점입니다. 따라서 용접할 때 용접부에 붙지 않도록 세라믹이나 이런 재질로 만든 것을 사용합니다.
여기서 중요한 한 가지
보통 Spec에서 Backing 또는 Retainer사용을 금지하는데, 이는 Root Gap을 크게 하여 용접을 진행할 수도 있기 때문입니다. 가장 좋은 디자인은 용접을 최소화하는 게 가장 좋은 디자인입니다. 왜냐하면 그래야 용접결함을 예방하고 자재에 열을 가하는 횟수도 줄어들기 때문이죠. 이 때문에 Root Gap을 크게 해서 용접으로 떡칠하는 것을 막기 위한 방책 중 한 가지 인 셈입니다. 그리고 또 한 가지 Spec이나 보통 발주처에서는 1st Tig Type보다는 B.G Type을 더 선호합니다. 그 이유는 1st Tig Type의 경우 Root부의 취약층을 가지게 되지만, B.G Type의 경우 Root부의 취약층을 제거하고 다시 용접해주기 때문이지요.

위 그림에서 1번과 같은 경우가 1st Tig Type 또는 B.G Type으로 사용하는 joint이고, 2번의 경우 B.G Type의 조인트입니다. 1번을 1st Tig 할 경우, 위쪽, 한쪽에서만 용접이 진행되어 마무리되는 것이지요.
B, G Type의 경우 위쪽 용접을 진행하고 반대편에 Back Gouging을 한 다음 다시 용접을 하여 마무리해주는 순서입니다.
그럼 오늘은 여기까지 할게요.
추가 궁금한 사항은 댓글을 이용해 주시면 친절히 답변드리겠습니다.
오늘도 소중한 시간을 내서 여기까지 읽어주셔서 고맙습니다. 행복한 하루 보내세요.
'Welding > WPS&PQR' 카테고리의 다른 글
| [WPS 작성방법] QW-405&406 용접자세 와 예열. (1) | 2020.02.01 |
|---|---|
| [WPS 작성방법] 가장먼저 알아야 할 배경지식 (4) | 2020.01.16 |
| [WPS 작성방법] QW-404 용가재. (3) | 2020.01.15 |
| [WPS 작성방법] QW-403 모재. (0) | 2020.01.14 |
| Welding Procedure란? (2) | 2020.01.12 |



